

Ég treysti skrúfuhylkinu á PVC-pípunni fyrir útpressun vegna þess að það er notað úrvals stálblendi og háþróað húðun. Ég sé hvernig þessir eiginleikar hjálpa því að standast hita, þrýsting og slit. Í samanburði við venjulega valkosti er úrvals...PVC pípa með einni skrúfuendist allt að sex sinnum lengur. Ég treysti líka áein skrúfutunna fyrir blástursmótunog aPE pípuþrýstihylki með einni skrúfufyrir erfið störf.
Efni og smíði PVC pípu skrúfutunnu fyrir útdrátt

Úrval af úrvals álfelguðu stáli
Þegar ég vel skrúfurör fyrir PVC pípur til útpressunar einbeiti ég mér að stálblöndunni. Rétta stálið skiptir öllu máli hvað varðar endingu og afköst. Ég treysti á efni eins og38CrMoAlA og 42CrMovegna þess að þeir bjóða upp ámikill styrkur og framúrskarandi slitþolÞessi stáltegundir þola erfiðar aðstæður við útpressun, þar á meðal hátt hitastig og þrýsting. Ég leita einnig að tunnum með tvímálmfóðri eða klæðningu úr ryðfríu stáli þegar ég þarfnast auka vörn gegn tæringu frá klórsamböndum PVC.
Hér eru nokkur algengustu stálblöndurnar og notkun þeirra:
| Álfelgur / Efni | Lykilatriði | Notkun í PVC skrúfutunnum |
|---|---|---|
| AISI 4140 | Góður styrkur, hitameðhöndlanlegt, víða fáanlegt | Staðall fyrir flestar PVC skrúfutunnur |
| AISI 4340 | Meiri styrkur, betri hitameðferð | Notað fyrir djúpar flugur eða skrúfur með litla þvermál |
| Nítrallóy 135-M | Ál fyrir nítrering, bætt slitþol | Nítríðað yfirborð fyrir lengri líftíma |
| 17-4 PH ryðfrítt stál | Sterkt, tæringarþolið | Minni skrúfur sem þurfa tæringarþol |
| D2 og H13 verkfærastál | Mikil slitþol, hitameðhöndluð, tæringarþolin | Svæði með miklu sliti, ermar, mýkingarskrúfur |
| CPM verkfærastál (CPM 10V, o.fl.) | Yfirburða núning- og tæringarþol | Fyllt efnasambönd, langvarandi slitþol |
Ég vel alltaf stáltegundina út frá kröfum útpressunarferlisins. Hástyrktar stálblöndur og tvímálmblöndur gefa mér þá vissu að skrúfuhylkið fyrir PVC pípur fyrir útpressun endist í mörg ár við mikla notkun.
Ítarlegri yfirborðsmeðferð og hörku
Yfirborðsmeðferðir gegna mikilvægu hlutverki í því hversu lengi skrúfutunnurnar mínar endast. Ég nota nítríðun til að búa til hart lag á stálinu, sem getur náð allt að 70 HRC. Þetta lag þolir slit og álagi, jafnvel þegar tunnan verður fyrir miklum þrýstingi og hita. Krómhúðun bætir við sléttu yfirborði og dregur úr núningi, sem gerir þrif auðveldari og bætir bræðsluflæði. Stundum vel ég tvímálmblöndur eða wolframkarbíðhúðun fyrir enn meiri núningþol.
Ráð: Nítríðhúðun myndar nítríðlag sem er um 0,5-0,8 mm þykkt, sem verndar hlaupið gegn sliti og tæringu. Krómhúðun, sem er venjulega 10-50 míkron þykk, heldur yfirborðinu sléttu og hjálpar til við að koma í veg fyrir uppsöfnun efnis.
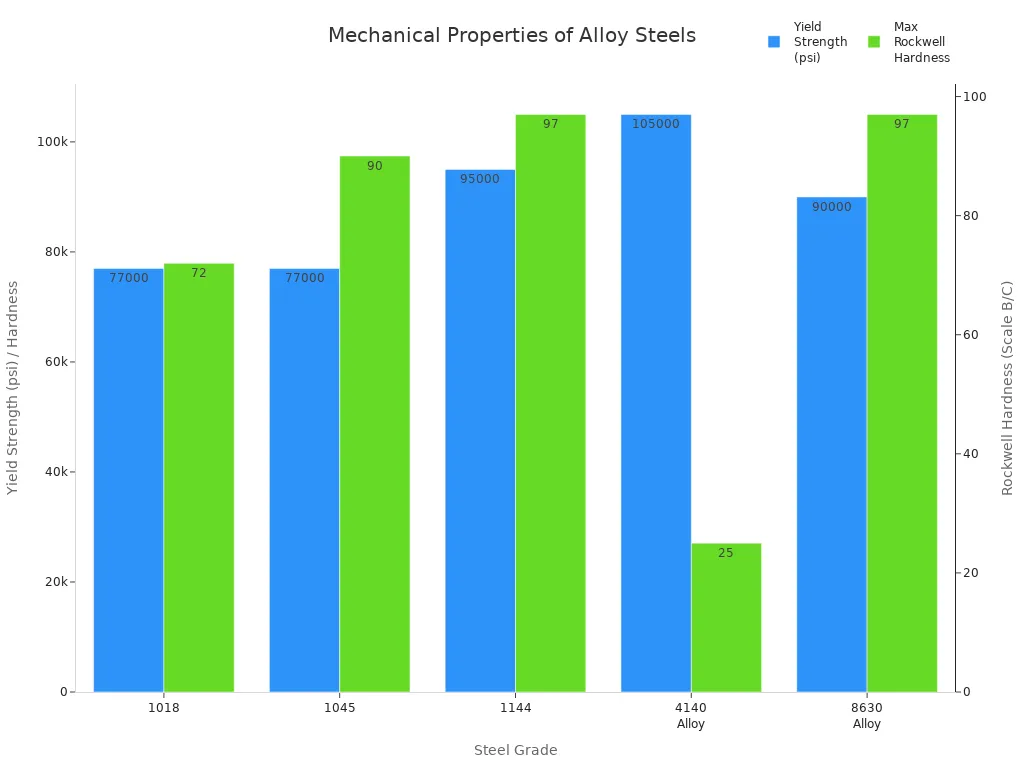
Hér er stutt yfirlit yfir vélræna eiginleika stálsins sem ég nota:
| Stálflokkur | Afkastastyrkur (psi) | Hámarks Rockwell hörku (kvarði) | Athugasemdir um eiginleika og notkun |
|---|---|---|---|
| 4140 álfelgur | 60.000 – 105.000 | C20 – C25 | Sterkur, teygjanlegur, slitþolinn |
| 17-4 PH ryðfrítt stál | 110.000 | C40 | Sterkt, tæringarþolið |
| D2 verkfærastál | 90.000 | C55 | Mikil slitþol, tæringarþolin |
Ég aðlagi yfirborðsmeðferðina alltaf að gerð plastsins og aukefnanna sem ég nota. Þannig helst skrúfuhylkið fyrir PVC-pípuna mína fyrir útpressun áreiðanlegt og skilvirkt.
Nákvæm framleiðsla og burðarvirki
Nákvæm framleiðsla er burðarás endingargóðrar skrúfutunnu. Ég treysti því að CNC-vélin haldi þröngum vikmörkum, stundum allt að ±0,01 mm. Þessi nákvæmni tryggir fullkomna samspil skrúfunnar og tunnunnar, sem er mikilvægt fyrir skilvirka flutning og blöndun PVC. Ég fylgist vel með skrúfulögunum - flugleiðum, rásardýpt, stigi og þjöppunarhlutfalli. Þessir eiginleikar hjálpa mér að stjórna þrýstingi og hitastigi og koma í veg fyrir niðurbrot efnisins.
- Ég nota lofttæmisloftshluta og blöndunareiningar til að fjarlægja fastar lofttegundir og blanda aukefnum vandlega saman.
- Hitaelementir og kælirásir í tunnunni gera mér kleift að stjórna hitastigssvæðum og halda bráðnuninni stöðugri.
- Samþætt stjórnkerfi gera mér kleift að fylgjast með og aðlaga ferlið í rauntíma, viðhalda nákvæmni í víddum og koma í veg fyrir galla.
Ef ég tek eftir sliti eða fráviki í vídd bregst ég hratt við. Jafnvel litlar breytingar geta dregið úr flutningsgetu og mýkingargetu, sem leiðir til ójafnra pípuveggja eða óbræddra agna. Með því að viðhalda nákvæmni tryggi ég að PVC-pípuskrúfuhylkið mitt fyrir útpressun skili stöðugum gæðum og langri endingartíma.
Hönnun og rekstrarhagur PVC pípu skrúfutunnu fyrir útdrátt

Bjartsýni á skrúfulögun og jafna fóðrun
Þegar ég vel skrúfurör fyrir PVC-pípur til útpressunar gef ég gaum að rúmfræði skrúfunnar. Rétt hönnun hjálpar mér að ná jöfnum og mjúkum fóðrun PVC-efnisins. Ég leita að eiginleikum sem styðja skilvirkan flutning og blöndun. Hér eru nokkrir lykilþættir í hönnun sem ég íhuga:
- Dýpri flug og rásir í flutningshlutanum flytja efni hratt án þess að valda of miklum skerbrotum.
- Rásardýptin minnkar frá flutningssvæðinu að mælisvæðinu, sem jafnar bræðslu og blöndun.
- Stærri flughella færir meira efni með minni krafti, á meðan öfug atriði hjálpa til við að stjórna flæði og bæta blöndun.
- Fóðrunarhlutinn heldur efninu flæðinu og kemur í veg fyrir stíflur.
- Þjöppunarhlutinn bræðir og blandar PVC-inu með því að nota hita frá núningi.
- Mælihlutinn tryggir stöðuga framleiðni af bráðnu efni.
Ég passa alltaf upp á að skrúfulögunin passi við eiginleika PVC-efnisins og þarfir útpressunarferlisins. Þessi vandlega hönnun hjálpar mér að forðast galla og heldur efnisflæðinu stöðugu.
Ef ég tek eftir sliti á skrúfunni bregst ég hratt við. Jafnvel litlar breytingar á lögun geta valdið ójafnri flæði og göllum í lokaútgáfu rörsins. Með því að halda skrúfunni í toppstandi viðheld ég hágæða útdráttargetu og minnka sóun.
Samþætt hitunar- og kælikerfi
Nákvæm hitastýring er nauðsynleg til að framleiða sterkar og samfelldar PVC-pípur. Ég treysti á háþróuð hitunar- og kælikerfi sem eru innbyggð í skrúfurörið. Þessi kerfi hjálpa mér að halda hitastiginu réttu á hverju stigi útpressunarinnar.
| Kerfisgerð | Lýsing | Umsóknarsamhengi |
|---|---|---|
| Hitakerfi | Rafmagnshitunaraðferðir, svo sem spanhitun og viðnámshitun, notaðar utan tunnunnar | Gefur hita sem þarf til að bræða PVC |
| Kælikerfi | Vatns- eða loftkælikerfi; loftkæling fyrir litlar extruðara, vatn fyrir stærri | Kemur í veg fyrir ofhitnun og heldur hitastigi stöðugu |
Ég nota hitaskynjara til að fylgjast með ferlinu í rauntíma. Sjálfvirk stýring aðlagar hitun og kælingu eftir þörfum. Þessi uppsetning heldur bráðnu hitastigi stöðugu, sem er mikilvægt fyrir gæði pípunnar og nákvæmni í víddum.
- Hitastýring í hverju svæði tryggir að PVC bráðni alveg og jafnt.
- Rétt hitastig í deyjanum kemur í veg fyrir að pípan sigi eða storkni of snemma.
- Kælikerfi hjálpa pípunni að halda lögun sinni og draga úr innri álagi.
Með þessum kerfum get ég fljótt aðlagað mig að breytingum og forðast galla eins og ójafna veggi eða hrjúfa fleti.
Þol gegn sliti, tæringu og háþrýstingi
Skrúfutunnur úr PVC-pípu fyrir útpressun standast erfiðar aðstæður. Ég vel tunnur úr sérstökum málmblöndum og með háþróaðri húðun til að standast slit og tæringu. PVC-vinnsla getur losað saltsýru, sem ræðst á venjulegt stál. Til að koma í veg fyrir þetta nota ég tvímálmstunnur með nikkelríkum fóðringum og hörðum húðunum eins og wolframkarbíði.
- Límslit verður þegar málmhlutar nudda saman.
- Slit kemur frá fylliefnum eins og glertrefjum eða steinefnum í PVC.
- Slit vegna tæringar orsakast af efnum sem losna við vinnslu.
Ég passa líka upp á að skrúfu- og tunnuefnin passi saman. Þetta kemur í veg fyrir vandamál vegna mismunandi þensluhraða við upphitun. Regluleg eftirlit og viðhald hjálpa mér að greina slit snemma og forðast stórar viðgerðir.
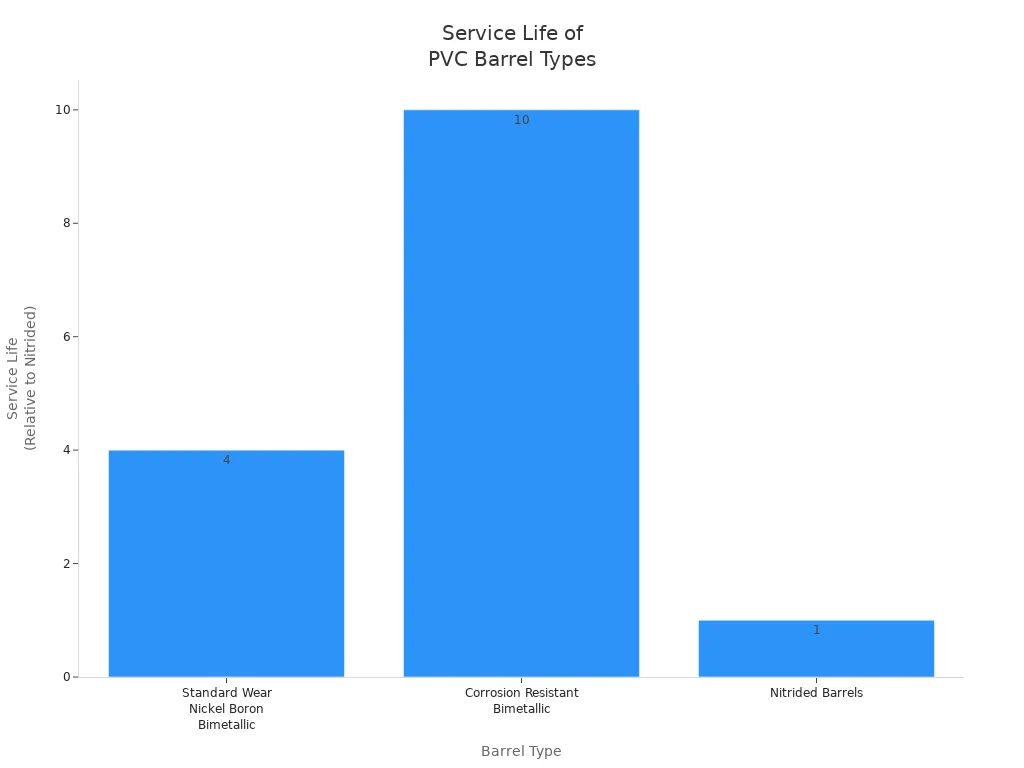
| Tunnugerð | Slitþol | Tæringarþol | Þjónustutími samanborið við nítríðaðar tunnu |
|---|---|---|---|
| Staðlað slitþolið nikkel bór tvímálm | Frábær núningþol | Miðlungs tæringarþol | Að minnsta kosti fjórum sinnum lengur |
| Tæringarþolinn tvímálmur | Frábær slitþol | Frábært gegn HCl og sýrum | Yfir 10 sinnum lengur í ætandi andrúmslofti |
| Nítríðar tunnur | Mikil yfirborðshörku | Léleg tæringarþol | Grunnlína (1x) |
Með því að nota þessi efni og hönnun lengi ég líftíma búnaðarins og held framleiðslunni gangandi, jafnvel undir miklum þrýstingi og með slípiefnum.
Samræmd útdráttargæði og lengri endingartími
Ég veit að stöðug gæði eru lykilatriði í framleiðslu á PVC pípum. Ég fylgist með mikilvægum þáttum eins og hitastigi, þrýstingi og hraða til að halda ferlinu stöðugu. Ég nota nákvæmnisverkfæri til að athuga mál pípunnar og leita að yfirborðsgöllum. Sjálfvirk kerfi hjálpa mér að greina vandamál snemma og halda ferlinu á réttri leið.
- Ég fylgist með framleiðslumagni, gallatíðni og orkunotkun til að mæla afköst.
- Reglulegt viðhald og eftirlit með stillingum hjálpar mér að forðast niðurtíma.
- Endingargóðar skrúfuhylki með tvímálmhúðun draga úr því hversu oft ég þarf að stoppa vegna viðgerða.
Þegar ég fjárfesti í hágæða PVC pípuskrúfu fyrir útpressun, sé ég færri bilanir og minna úrgang. Viðhaldskostnaður minn lækkar og ég get auðveldlega unnið úr endurunnu efni. Ég tek einnig eftir minni orkunotkun þar sem búnaðurinn gengur betur.
Að mínu mati leiðir þessi ávinningur til verulegs kostnaðarsparnaðar og aukinnar framleiðni. Ég get staðið við afhendingarfresta og haldið viðskiptavinum mínum ánægðum.
Ég fjárfesti í skrúfuröri fyrir PVC pípur fyrir útdrátt því það skilar langvarandi afköstum og stöðugum gæðum pípunnar.
- Mátbundin tunnuhönnun og háþróuð efni draga úr niðurtíma og viðhaldskostnaði.
- Regluleg eftirlit og rétt húðun hjálpa mér að uppfylla staðla iðnaðarins.
| Ávinningur | Niðurstaða |
|---|---|
| Mikil endingu | Lægri rekstrarkostnaður |
| Háþróuð tækni | Bætt ánægja viðskiptavina |
Algengar spurningar
Hvernig viðheld ég skrúfuhylki PVC pípunnar minnar fyrir útpressun?
Ég þríf hlaupið reglulega. Ég athuga hvort það sé slitið eða ryðgað. Ég skipti fljótt um slitna hluti. Ég nota ráðlögð smurefni og fylgist með hitastillingum.
Ráð: Skipuleggið mánaðarlegar skoðanir til að greina snemma merki um slit.
Hvaða yfirborðsmeðferð virkar best fyrir PVC-pressun með mikilli núningþol?
Ég kýs að nota nítríðun í flestum störfum. Ég nota tvímálm- eða wolframkarbíðhúðun þegar ég vinn með slípiefni. Þessar meðferðir lengja endingartíma og standast slit.
Get ég sérsniðið skrúfulögunina fyrir mismunandi stærðir af PVC pípum?
Ég vinn með framleiðendum að aðlagaskrúfuþvermál, halla og flugdýpt. Sérsniðin rúmfræði hjálpar mér að ná sem bestum bræðsluflæði og stöðugum pípugæðum fyrir allar stærðir.
| Sérstillingarvalkostur | Ávinningur |
|---|---|
| Þvermál | Passar við þykkt pípunnar |
| Tónleikar | Stýrir efnisflæði |
| Flugdýpt | Bætir blöndunargæði |

Birtingartími: 27. ágúst 2025