Keilulaga tvöfaldur skrúfutunna fyrir SPC gólf
| Líkön | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
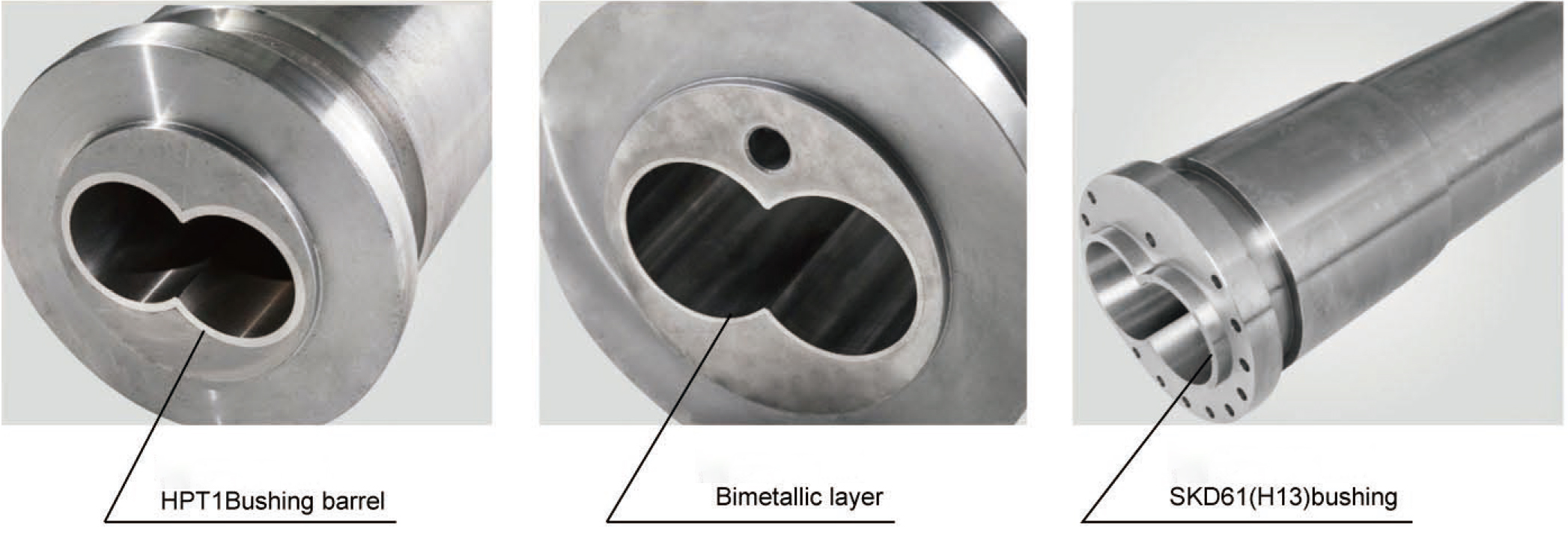
1. Hörku eftir herðingu og mildun: HB280-320.
2. Nítríð hörku: HV920-1000.
3. Nítríðhúðað hylki dýpt: 0,50-0,80 mm.
4. Nítríð brothættni: minni en 2. stig.
5. Yfirborðsgrófleiki: Ra 0,4.
6. Skrúfubeinleiki: 0,015 mm.
7. Hörku yfirborðskrómhúðunar eftir nítríðun: ≥900HV.
8. Krómhúðunardýpt: 0,025 ~ 0,10 mm.
9. Hörku álfelgurs: HRC50-65.
10. Dýpt álfelgunnar: 0,8 ~ 2,0 mm.

Notkun skrúfutunnunnar á sviði SPC gólfefna hefur nokkra þætti: Efnisblöndun: Skrúfutunnan er eitt mikilvægasta verkfærið til að framleiða efnin sem þarf fyrir SPC gólfefni. Hún blandar PVC efni saman við önnur aukefni (eins og mýkiefni, stöðugleikaefni o.s.frv.) til að mynda samsett efni sem þarf fyrir SPC gólfefni. Mýking: Skrúfutunnan notar háan hita og vélrænan kraft til að mýkja PVC efnið.
Með snúningsskrúfunni er PVC-efnið hitað og hrært inni í tunnunni til að mýkja það og gera það sveigjanlegt fyrir síðari mótun. Útþrýstingur: Eftir mýkingarferlið ýtir skrúfutunnan mýkta efninu út úr tunnunni með því að stilla snúningshraða og þrýsting. Með búnaði eins og mótum og þrýstirúllum er efnið mótað í lögun SPC gólfplatna. Í stuttu máli beinist notkun skrúfutunnna á sviði SPC gólfefna aðallega að blöndun efnisins, mýkingu og útþrýstingi. Það er lykilverkfæri í framleiðslu SPC gólfefna, sem tryggir að gólfefnið hafi tilskilda frammistöðu og gæði.